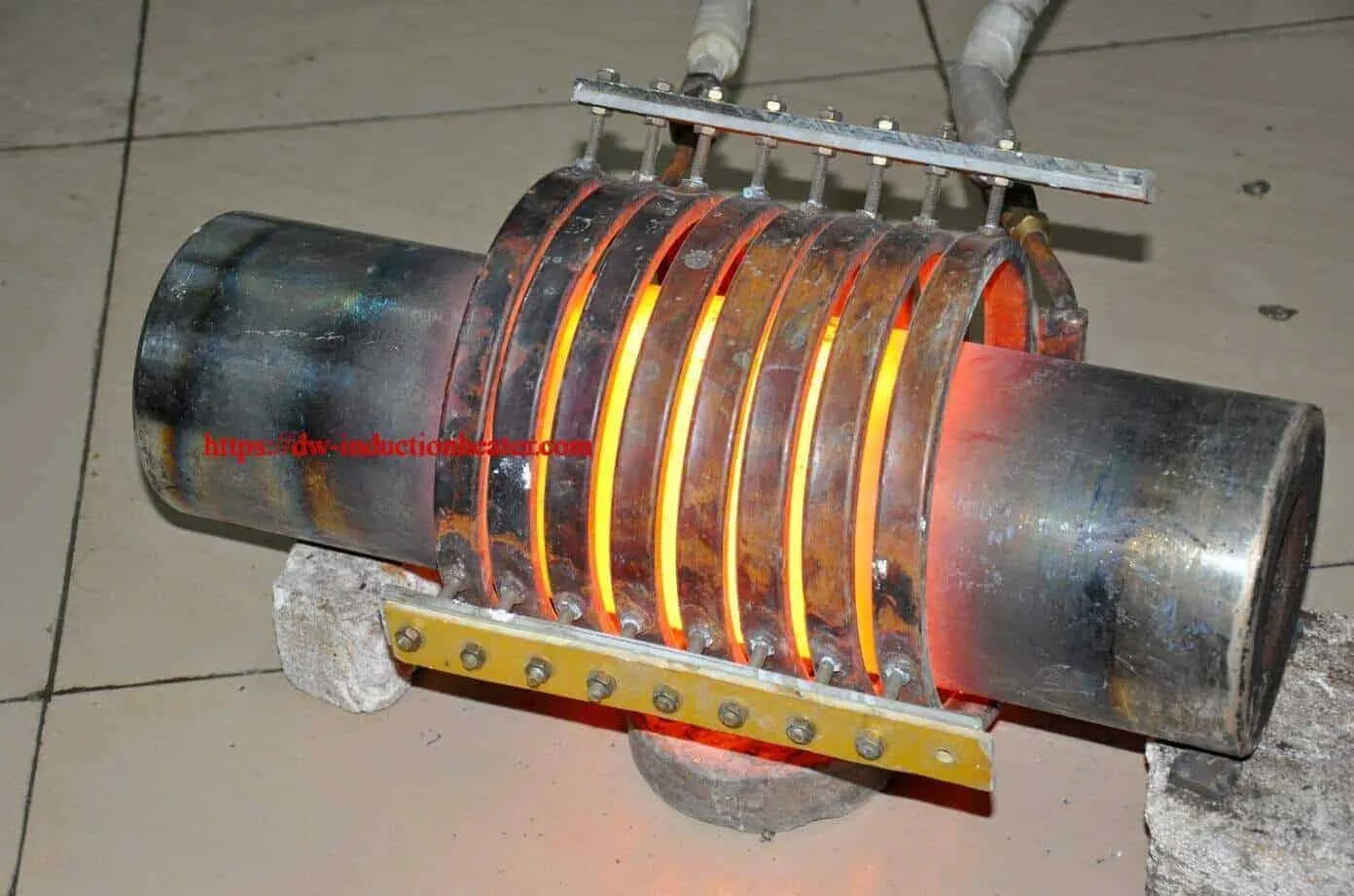
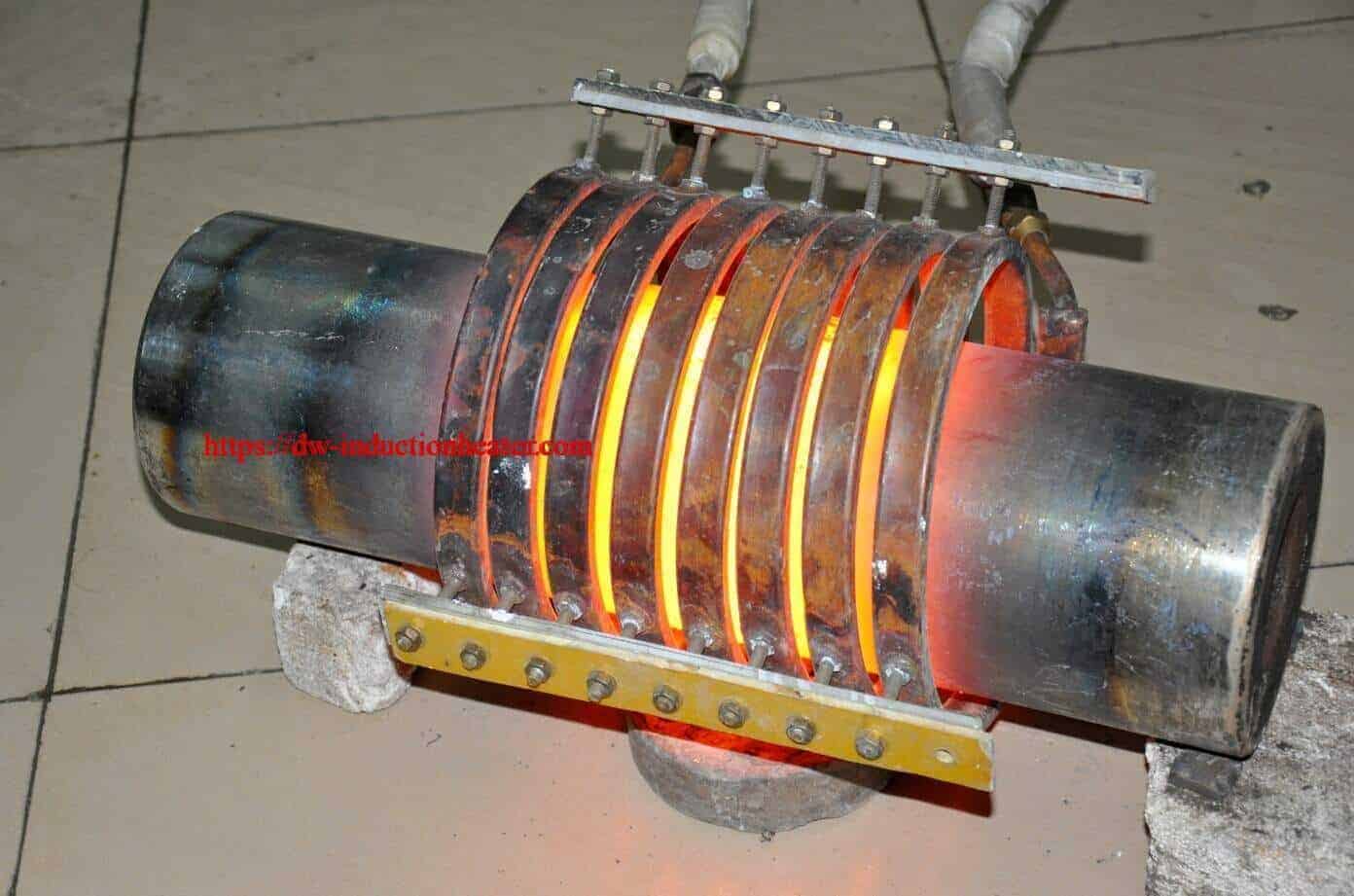
хона / Барномаҳо / Таҳвили ҳушдор / Индуксионӣ Тавсияшавандаи қубур ва қубур Интегратсиякунӣ бо қубур ва лубл Гурӯҳ: Таҳвили ҳушдор Tags: Бештар, қубурҳои пӯлодии сафедкунанда, найчаи ангезанда, Озмоишҳои баландсифат, tubeўрѓонтеппа ва басомади баланд, Бештар, данд, қубурҳои пӯлодаки контурӣ, Тоза кардани шӯрбозҳо Гирифтани нархнома Тавсифи Тавсифи Тоза кардани қубур ва лӯнӣ бо таҷҳизоти гармидиҳии миёнаи миёна маҳсулоти мавзӯъ Таҳвили Titanium Fasteners бо Induction Нишондиҳандаҳои шаффофи пӯсидаҳо Нишондиҳандаҳои пӯлоди чуқурӣ Инфрасохтани штамп барои формат кардан